Tidligere ble rør laget av støpejern, stål og kobber brukt i industriell og innenrikskommunikasjon. Med ankomsten av polymerer som ikke er dårligere enn metallprodukter når det gjelder styrke, slitestyrke og inertitet mot kjemikalier, begynte rørmaterialet å være laget av polypropylen, polyetylen, polyvinylklorid, polybutylen, etc.
Velprøvde polyetylenrør for gassrørledningen - praktisk, fleksibel, lett, noe som letter transport og installasjon betydelig. Hvis du bestemmer deg for å gassinere et privat hus, vil det ikke være overflødig å lære mer detaljert om de tekniske egenskapene, forholdene og metodene for å installere polyetylenrør.
Rør PND for gassledningen
Lavtrykks-polyetylen brukes ikke bare til fremstilling av gassrørledningselementer. Det brukes også til annen kommunikasjon - vannforsyning, kloakk, tekniske beskyttelsesrørledninger. Typer rør er forskjellige i sammensetning, egenskaper, merking.
La oss dvele ved produkter for transport av gass, hvis produksjon er underlagt kravene GOST R 50838-2009 (utdatert utgave - GOST R 50838-95).
Typer og størrelser
Polymeriske trykkrør for gass kan kun bestå av polyetylen eller forsterket med ytterligere lag.
Dermed er det tre typer:
- polyetylen, inkludert de merket med gule striper;
- polyetylen med coekstruderingslag plassert inne eller ute;
- polyetylen med termoplastisk beskyttende skall, som må fjernes før installasjon.
Alle typer rørmateriale er beregnet på transport av forskjellige gasser som oppfyller standardene i GOST 5542 og brukes som råvarer eller drivstoff til industrielle og hjemlige behov. Vedtatte begrensninger for bruk av rørledninger: maks slave. trykk - 1,2 MPa, maks slave. temperatur - / + 40 ° С.

Rør selges i pakker av forskjellige typer: produkter med en diameter på 200 mm og over - bare i rette seksjoner, tynnere - i spoler eller bukter
Industriprodukter leveres i segmenter på 5-24 m, multiplum på 0,25 m, men oftere av middels lengde, praktisk for transport med spesialutstyr - for eksempel 13 m. Å vikle et tynt rør i en bukt forutsetter forskjellige lengder, men oftere kan du se nøster på 200, 500, 700 m. Det er mulig å produsere produkter og andre lengder, men bare etter avtale med kundene.
Avhengig av veggtykkelse og slave. rørtrykk er delt inn i to typer:
- PE-80. Veggtykkelse - 2-3 mm, slave. trykk - 3-6 MPa; egnet for gassrørledninger og vannrør;
- PE-100. Veggtykkelse - 3,5 mm, slave. trykk - 8-12 MPa; Dette er en forbedret versjon av PE 80, preget av varmebestandighet og økt tetthet.
PE (alternativer - PE, PE) i navnet er polyetylen, tallene 80 og 100 er polyetylenmerker.
Sett fra synspunktet om økonomisk gjennomførbarhet, brukes merkevaren PE 100 når du installerer en høytrykksgassledning eller i spesielle tilfeller - for eksempel for gjenoppbygging av en gammel utslitt rørledning eller konstruksjon av eksperimentelle grener med et trykk på 0,6 MPa og over.
Spesifikasjoner og merking
Fabrikkfremstilte polyetylenrør er underlagt kravene oppført i GOST R 50838-2009. Blant dem er anbefalinger for utseende og tekniske egenskaper.

Utvendig skal rørene ha en glatt overflate, uten bobler, skjell og sprekker.Ekstreme inneslutninger som er synlige for det blotte øye er også utelukket. Bare små bølger og langsgående striper er tillatt.
Når det gjelder farge, muligheten for variabilitet:
- PE 80 - gul;
- PE 100 - gule, oransje, svarte med gule / oransje striper fordelt jevnt.
Dokumentet beskriver normer og egenskaper som motstand mot konstant indre trykk, bruddforlengelse, motstand mot sprekkutbredelse, termisk stabilitet og sveisbarhet.

Produsenter bruker merking på forskjellige måter: termisk stempling, fargetrykk, termisk stempling med farging. Intervall mellom skiltene - ikke mer enn 1 moh
Merking skal ikke påvirke kvaliteten på materialet, det vil si provosere sprekker, hevelse osv.
Bokstaver og tall skal være enkle å lese, leselige og forståelige. Obligatorisk inkluderer:
- produsentens varemerke eller navn;
- rørsymbol
- produksjonsdato;
- nominell diameter / veggtykkelse;
- avtale;
- GOST.
Resten av dataene - navnet på landet, batchnummeret osv. - brukes når du vil.
For eksempel vil vi analysere en av prøvene:
Sphere LLC PE 80 SDR 11 - 150x10.5 GAS GOST R 50838-2009
- Sphere LLC - produsent
- PE-80 - type polyetylenrør
- SDR 11 - standardstørrelsesforhold
- 150 - diameter
- 10,5 - veggtykkelse
- GAS - avtale
- GOST R 50838-2009 - forskriftsdokument
Ved å markere er det enkelt å bestemme om rørene er egnet for husholdning eller industriell bruk, om de er egnet til formål og diameter.
Fordeler og ulemper med polyetylen
På grunn av fordelene med polyetylen, brukes det til å transportere en så farlig type drivstoff som naturgass.
De viktigste fordelene inkluderer kvaliteter som:
- Elektriske isolasjonsegenskaper. Polyetylen er et fullverdig dielektrikum, det fører ikke elektriske strømmer. Installasjon krever ikke jording.
- Motstand mot aggressive kjemikaliersom kan være i jorden eller på arbeidsplassen.
- Ingen korrosjon, muligheten for bruk i et fuktig miljø.
- Plastpå grunn av hvilken rørledningen er beskyttet mot jordbevegelser, ekspansjon under frysing, vannhammer.
- Akustisk vibrasjonspassivitet.
Graden av slitestyrke er ganske stor - produsenter av moderne PE-rør for gass gir en garanti på 30 til 50 år.

En av de viktigste fordelene er rørets lette vekt, noe som forenkler transport, lagring og installasjon. Ofte er det ikke nødvendig å bruke spesialutstyr, noe som reduserer de totale kostnadene for forgasning av anlegg
Ulempene inkluderer en slik egenskap av polyetylen som fotodegradering. Dette betyr at materialet raskt eldes og smuldrer under påvirkning av ultrafiolett stråling. For på en eller annen måte å forbedre polyetylens motstand mot solstråling tilsettes svart pigment til materialet som et stabiliseringsmiddel.
Blant andre ulemper - et lite utvalg av driftstemperaturer for det transporterte stoffet, oksygenpermeabilitet, avhengigheten av tekniske egenskaper av ytre temperatur.
På grunn av disse manglene brukes gassrørledninger laget av polyetylenrør bare i bakken, metallanaloger er installert i åpne områder.
Installasjon av polyetylengassrør
Det er forbudt å uavhengig installere gassrørledningen til et privat hus eller industrianlegg. Dette bør gjøres av en organisasjon som har en lisens og lisensen begrunnet med lisensen til å utføre denne typen arbeid. Hun utfører også vedlikehold i fremtiden - kontroller, tester eller reparasjoner.

Typisk utføres konstruksjonen av hovedgassrørledningen av et team av arbeidere i henhold til en tidligere utviklet plan. Nesten alltid uten tungt utstyr og et spesielt verktøy kan ikke gjøre
Først får de tillatelse til å utføre byggearbeider, lage en pakke med design og estimere dokumentasjon og bygge en geodetisk sentrumsakse. Deretter gjennomfører de forberedelser, som inkluderer ruteplanlegging, jordarbeid, transport og utforming av rør, installasjon av verktøy for sveising. Og først da begynner de direkte på installasjonsarbeidet - legging og sveising av rør.
Oversikt over rørtilkoblingsmetoder
Polyetylen er forskjellig på den måten at når det varmes opp endrer det egenskaper og smelter. Denne kvaliteten brukes til å lage permanente forbindelser av gassrørledningen - det vil si for sveiserør.
To sveisemetoder skilles ut:
- rumpe, uten bruk av formede elementer;
- elektrosveisingved bruk av elektriske motstandsbeslag.
Den første metoden brukes til industrielle formål, for sveising av rør med stor diameter, den andre - for å lage husholdningsgassgrener fra den sentrale motorveien.
Hvis en avtakbar tilkobling er nødvendig, brukes den tredje metoden - kompresjon. Endene på rørene er forbundet med krympebeslag, som om nødvendig kan fjernes eller byttes ut.

Komprimeringsteknologi er relevant for midlertidige løsninger eller prosjekter som planlegges oppgradert ytterligere. Men oftere brukes avtakbare tilkoblinger til vannforsyning
Først må du vurdere hvordan du utfører sveising. Forberedende arbeid foregår etter en plan:
- Valg og verifisering av materialer for installasjon og verktøy. Varmeapparater, skrapere og beskjæringsverktøy rengjøres, fjern restene av polyetylen og støv, tørk av med et løsemiddel. Friksjonsflater og komponenter smører. Egnet i foringer og klemmer i diameter.
- Valg av sveising. Verktøysprogram, legg inn visse parametere i minnet til varmeutstyret.
- Forberedelse av nettstedet. Endene av rørene blir renset for sand, vedheftende leire, støv, tørket. De frie ender er dekket med plugger. De oksyderte endene skrapes med skrapere.
- Feste og sentrere rør. Før sveising er det nødvendig å eliminere ovaliteten, så endene på rørene er sentrert, og deretter festet i ønsket stilling - nøyaktig overfor hverandre.
- Sluttbehandling. Spon med en tykkelse på 0,1-0,3 mm fjernes fra overflaten i endene. Avstanden mellom segmentene som er tilkoblet ende til ende, skal ikke være mer enn 0,3 mm. Etter rengjøring er det nødvendig å sveise for å forhindre forurensning.
Etter forarbeid utføres sveising.
Butt sveiseskjøt oppstår på grunn av "fusjon" av de smeltede endene. Smelting kan oppnås ved bruk av et varmeverktøy med et arbeidselement for disk.
Under sveiseprosessen er det viktig å ta hensyn til kriterier som temperatur og tid for refow, endenees trykkraft, varigheten av opprørperioden, trykk under opprør og kjølingstid.
Arbeidsordre:
bildegalleri
Foto fra
Elementer velges etter størrelsen på rørene, mens diameteren er avgjørende
Endene av rørene for sveising legges på arbeidsverktøyet og festes for å kontrollere beredskapen for sveising
Installer trimmeren, og roter håndtaket, kontroller trimmeren for å fjerne det øverste laget av polyetylen og klargjør rør
Etter beskjæring, fjern de fjernede flisene, kontroller kvaliteten på rengjøringen av endene, avfett dem og kontroller nøyaktigheten til distansen
Kobler et varmeelement mellom endene, produserer oppvarming og gjør den første risten
Fjern varmeren og koble raskt til de smeltede endene, og øker trykket
På stedet for sveising, inntil sømmen er avkjølt, setter de stigmaet til sveiseren, som er ansvarlig for kvaliteten på arbeidet
Etter at den nødvendige tid for kjølefasen er opprettholdt, fjernes røret fra apparatet
Trinn 1 - Installer reduksjonsforinger
Trinn 2 - installere rørene i sentralisatoren
Trinn 3 - rumpe gjær
Trinn 4 - rengjøring av arbeidsplassen og sjekk justering
Trinn 5 - installasjon av varmeapparatet
Trinn 6 - opprør sveisen ved økt trykk
Trinn 7 - Sveisemarkering
Trinn 8 - demontering av sveiseutstyret
Tegn på en pålitelig søm er et ensartet homogent arr, manglende evne til å koble fra røret ved bruk av kraft. Sveising ved smelting anses for å være veldig holdbar og krever ikke ytterligere forseglingstiltak.
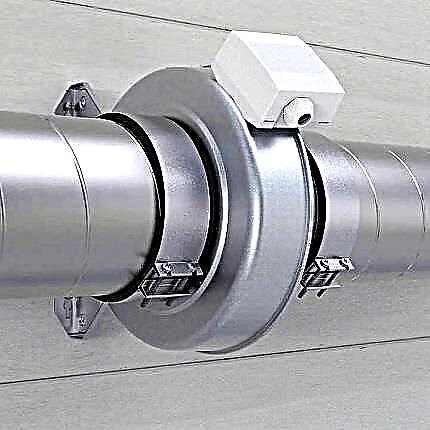
Den andre veien er elektrosveising - preget av tilstedeværelsen av tilkoblingselementer - koblinger, adaptere, bøyer, tees. En metallspiral er festet på den indre overflaten av beslagene, som varmes opp med elektrisk strøm og smelter polyetylen. Som et resultat, fittes beslagene med rørene og danner skjøter i ett stykke.
Når du velger elementer for tilkobling av rør for gass fra polyetylen, så vel som under prosedyren, er det viktig å ta hensyn til parametere som spenning, sveising og kjølingstid.
Teknologien er enklere enn baksveising, og forekommer i følgende rekkefølge:
bildegalleri
Foto fra
Før du starter arbeidet, er det nødvendig å klargjøre et sett med verktøy: gjær, kutter, målere, markør, målebånd, samt avfettingsvæske
For å gjøre kuttet perfekt glatt, bruk et spesialverktøy - det er installert på enden av røret og rotert flere ganger
Adapteren må være egnet for alle rør som skal kobles til. Sørg for å ta hensyn til diameter og veggtykkelse
Ved å måle lengden på koblingen og dele den i to, merk endene på begge rørene for videre avfetting
Et spesielt apparat er installert for å fjerne det øvre laget av polyetylen og ved å rotere det, fjerne flisene fra overflaten
Angi grensene for sveiseseksjonen, og avfett deretter alle involverte seksjoner - den indre overflaten av koblingen og de ytre rørene
Rør føres inn i koblingen og kobler dem så tett som mulig. Koblingen er plassert nøyaktig midt i arbeidsområdet.
Elektroder settes inn i spesielle hull i koblingen og en elektrisk strøm er tilkoblet. Polyetylen smelter, noe som resulterer i en monolitisk forbindelse
Trinn 1 - klargjøring av verktøy og materialer
Trinn 2 - Kutting av rørene for å bli sammen
Trinn 3 - Velge en elektrisk motstandskobling
Trinn 4 - merking av rumpeseksjonene for stripping
Trinn 5 - rumpeenden
Trinn 6 - avfetting av koblingen og rørene
Trinn 7 - Installasjon av clutch
Trinn 8 - Sveising av polyetylenrør
Moderne sveisemaskiner er utstyrt med et kontrollpanel med skjerm. Prosedyren utføres i henhold til det valgte programmet avhengig av type rør.
Avtakbare tilkoblinger når du installerer en gassrørledning, brukes den ekstremt sjelden. Beslag brukes også til dette, men de festes mekanisk, uten oppvarming.
Forbindelseselementene består av to deler - en kompresjonsring og et hus. Å vri de gjengede delene resulterer i en sterk, men ustabil forbindelse. Hvis ytterligere pålitelighet er nødvendig, er delene av beslaget vridd med bolter og muttere.
Regler for ordningen av PND-gassledningen
Under installasjonen og driften av polyetylenrør, må det overholdes mange regler som sikrer både helsen til gassrørledningen og utstyret, og brukerenes sikkerhet.
Det er mange forbud mot å legge motorveier. For eksempel er det umulig å lede gass ved hjelp av HDPE-rør i steinete og sterkt tilsmussede jordsmonn, så vel som jordsmonn av type 2 innsynkning. Hvis området er utsatt for jordskjelv og det observeres seismisitet over 6 punkter, er det nødvendig å bruke annet materiale for kommunikasjon.

Polyetylen brukes ikke i industri- og boligbygg, i friluft, i kloakk og kanaler. Stålrør installeres i stedet
Hvis det er lov å bruke HDPE-rør, må en rekke betingelser være oppfylt.For eksempel i bratte skråninger er det nødvendig å beskytte gassrørledningen mot mulig erosjon av grøfter og iverksette ytterligere tiltak for å styrke dem.
Når du krysser underjordiske samlere eller kanaler, kloakk eller kraftledninger, brønner, polyetylenrør er lukket i metallhus. Avstanden fra overflaten til gassrørledningen til den indre veggen i saken er minst 10 cm.
To eller flere gassrørledninger kan plasseres i en grøft, men med tilgang til hver gren for vedlikehold eller reparasjon.
I de nordlige regionene, der temperaturen synker under -40 ° C, øker installasjonsdybden til 2,0-3,2 m.
Den følgende artikkelen vil gjøre deg kjent med hvordan du legger en gassrørledning i en sak om å sette den inn i et forgasset hus, som vi anbefaler alle eiere av forstadseiendommer å lese.
Regler for elektrofusjonssveising:
Om funksjonene i rumpesveising:
Hvordan fungerer sveisemaskinen for HDPE-rør:
Bruken av polyetylenrør for forgassing av industrielle og boliganlegg har blitt en tradisjon.
HDPE er et holdbart og pålitelig materiale som ikke skaper bekymring. Men installasjonen av gassrørledningen skal utelukkende gjøres av gassnettinstallatører med erfaring og kunnskap om polyetylensveiseteknologi.
Legg igjen kommentarer i blokkeringsskjemaet nedenfor, legg ut et bilde om artikkeltema, still spørsmål. Del din egen erfaring med bygging av en polyetylengassledning. Det er mulig at informasjonen og anbefalingene du sendte inn vil være nyttige for besøkende.